Сущность пайки заключается в получении неразъемных соединений деталей в твердом состоянии при помощи расплавленного сплава (припоя), имеющего температуру плавления ниже, чем соединяемые детали. Соединяемые детали нагревают до температуры, при которой припой полностью расплавляется, смачивает соединяемые поверхности и заполняет зазоры между ними. В процессе смачивания устанавливаются межатомные связи между поверхностными атомами соединяемых деталей и атомами расплавленного припоя. Степень диффузии зависит от чистоты поверхностей соединяемых деталей, свойств припоя и металла соединяемых деталей, температуры пайки и времени выдержки при этой температуре. При охлаждении припой кристаллизуется и образует достаточно прочное соединение деталей.
Припои
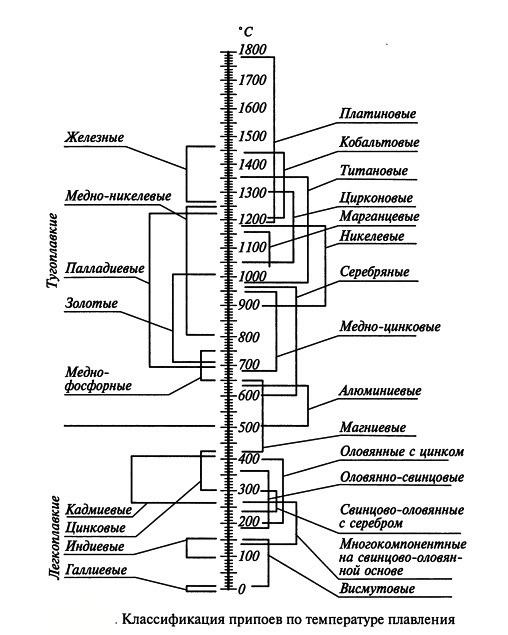
В зависимости от температуры плавления припои делятся на две группы: низкотемпературные с температурой плавления до 450°C и высокотемпературные с температурой плавления более 450°C. При ремонте автомобилей наиболее часто применяют оловянно-свинцовые, медно-цинковые припои и припои для пайки алюминиевых сплавов.
Оловянно-свинцовые припои представляют собой сплавы олова и свинца с небольшим содержанием сурьмы с температурой плавления до 280°C. Наибольшее распространение получили припои ПОССу25-0,5, ПОССу25-2, ПОССу30-05, ПОС40, ПОС61. Они характеризуются хорошей смачиваемостью поверхности металлов и высокой пластичностью. С увеличением содержания олова в припое повышаются механическая прочность и коррозионная стойкость соединения, но увеличивается стоимость припоя. Бессурьмянистые припои более дорогие, поэтому наибольшее распространение получают малосурьмянистые.
Медно-цинковые припои представляют собой сплавы меди и цинка в различных соотношениях с температурой плавления 800…900°C. Наибольшее распространение получили припои ПМЦ36, ПМЦ48, ПМЦ54, ЛОК62-06-04, Л63, Л68. Все эти припои достаточно жидкотекучи, имеют хорошую смачиваемость поверхности металлов, дают прочные и пластичные соединения, но имеют высокую температуру плавления, сильное испарение цинка и пористость в паяном шве. С увеличением содержания цинка в припоях уменьшается прочность, возрастает хрупкость, но снижается температура плавления.
Для пайки алюминиевых сплавов применяют низкотемпературные припои на основе олова, цинка и кадмия — П200А, П250А. Их применяют при невысоких требованиях к прочности соединений. Припои на алюминиевой основе имеют высокие температуру плавления, стойкость против коррозии и прочность соединения. К ним относятся припои 34А, П590А, П575А.
Флюсы. Прочные и плотные швы могут быть получены, если с поверхностей спаиваемых деталей будут удалены окислы. Для удаления окислов, улучшения смачиваемости основного металла и растекания припоя применяют флюсы. При пайке низкотемпературными припоями черных и цветных металлов применяют хлористый аммоний (NH4CI) и хлористый цинк (ZnCl2), а также различные смеси, куда входят эти и другие хлориды. Для пайки меди и ее сплавов применяют флюс «Прима 1». Для пайки медных проводов в качестве флюса используют канифоль или соединения на ее основе. Для пайки алюминиевых сплавов применяют флюс Ф-134.
При пайке высокотемпературными припоями черных металлов применяют буру и ее смеси с борной кислотой, борным ангидридом и другими компонентами. Широкое применение имеют флюсы ПВ-200, ПВ-201, ПВ-209. Для пайки меди и ее сплавов применяют флюс ПВ-284. Для пайки алюминия и его сплавов применяют флюсы 34А, Ф-3, Ф-5, Ф-17, Ф-380, содержащие хлористые соли калия, лития, натрия и цинка.
Пайка низкотемпературными припоями
Процесс пайки состоит из подготовки деталей к пайке, собственно пайки и обработки деталей после пайки. Подготовка поверхностей к пайке включает тщательную их подгонку друг к другу, очистку от загрязнений и окислов. При очистке используют металлические щетки, напильники, шлифовальную шкурку, шаберы. Поверхности подогревают до температуры плавления припоя, наносят флюс и производят лужение соединяемых поверхностей припоем, для обеспечения хорошего механического сцепления припоя с основным металлом. С целью фиксации взаимного расположения деталей и обеспечения зазора между соединяемыми поверхностями в пределах 0,05…0,20 мм их прижимают друг к другу при помощи тисков или струбцин. Пайку выполняют при температуре, превышающей температуру плавления припоя на 40…50°C. Ее осуществляют медным паяльником, нагретым до необходимой температуры или погружением деталей в тигель с расплавленным припоем.
Сложность пайки деталей из алюминиевых сплавов связана с трудностями удаления и разрушения окисной пленки. Применение активных флюсов, разрушающих окисную пленку, вызывает опасность коррозии паяных соединений. Последующая промывка соединений от остатков флюса не всегда эффективна и возможна. В связи с этим пайку алюминиевых сплавов производят бесфлюсовыми способами при помощи абразивного и ультразвукового паяльников.
При пайке абразивным паяльником (рис. 3.30, а) спаиваемые детали подогревают до температуры плавления припоя и затем облуживают поверхность, натирая абразивным стержнем 2, вставленным в паяльник. Абразивный стержень изготавливают прессованием мелкой стружки припоя и измельченного асбеста. Соприкасаясь с подогретой деталью, припой абразивного стержня плавится, и происходят очистка поверхностей спаиваемых деталей от окислов и их лужение под слоем расплавленного припоя. После облуживания детали спаивают обычным паяльником.
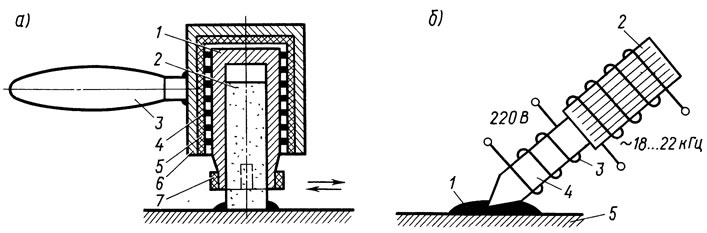
Рис. 3.30. Схемы пайки: а — абразивным паяльником; 1 — втулка; 2 — абразивный стержень; 3 — ручка; 4 — спираль электроподогрева; 5 — теплоизоляция; 6 — кожух паяльника; 7 — зажимная гайка; б — ультразвуковым паяльником; 1 — припой; 2 — излучатель ультразвуковых колебаний; 3 — спираль электроподогрева; 4 — стержень паяльника; 5 — деталь
При пайке ультразвуковым паяльником (рис. 3.30, б) в расплавленном припое 1 возникают ультразвуковые колебания, которые разрушают окисную пленку на деталях, обеспечивая хорошее смачивание поверхностей деталей припоем.
После пайки детали медленно охлаждаются до полного затвердевания припоя. Паяный шов промывают от остатков флюса горячей водой и зачищают от наплывов припоя. Качество пайки обычно контролируют опрессовкой деталей сжатым воздухом или водой.
Низкотемпературную пайку применяют для пайки радиаторов, коллекторов генераторов и стартеров, топливных баков, трубопроводов низкого давления, электрических проводов и др.
Пайка высокотемпературными припоями
Процесс пайки включает подготовку деталей к пайке, нагрев и пайку деталей, обработку деталей после пайки.
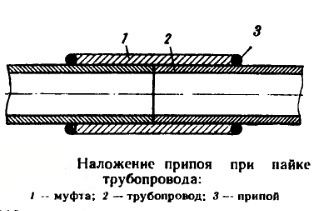
Подготовка деталей к пайке включает подгонку соединяемых деталей друг к другу, разделку кромок трещин, изготовление накладок для заделки пробоин, зачистку мест пайки от загрязнений и окислов и т. п. Подготовку осуществляют при помощи молотка, зубила, напильника, шабера, металлической щетки, абразивного круга и др. На поверхности деталей наносится соответствующий флюс и накладывается припой в виде проволоки, пластинки, кольца, изогнутых по форме шва или детали (рис. 3.31).
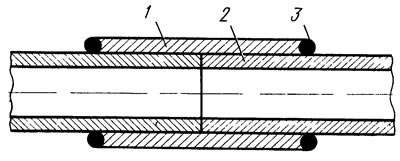
Рис. 3.31. Наложение припоя при пайке трубопровода:1 — муфта; 2 — трубопровод; 3 — припой
Пайку выполняют при температуре несколько выше температуры плавления припоя и выдерживают в течение времени, необходимого для расплавления припоя и заполнения им зазора между деталями. В зависимости от способа нагрева деталей применяют следующие виды пайки: газоплазменную, индукционную, электроконтакт-ную, в печах и ваннах и др.
При газоплазменной пайке деталь нагревают сварочной горелкой. Пруток припоя вводится так же, как и при газовой сварке. Качество пайки высокое, но зависит от квалификации исполнителя в связи с трудностью контроля температуры нагрева деталей, создающего угрозу их перегрева и припоя. Для пайки изделий небольшой толщины применяют безинжекторную горелку ГС-1. Для пайки деталей небольших размеров используют инжекторные горелки малой мощности «Малютка», ГС-2, «Звездочка». При пайке деталей средних размеров используют инжекторные горелки «Москва», ГС-3, «Звезда».
При индукционной пайке подготовленные детали с нанесенными флюсом и припоем помещают в индуктор, питаемый от генератора токов высокой частоты. Обрабатываемые материалы и припои нагреваются теплом, выделяющимся в них под воздействием электромагнитного поля. Способ обладает высокой производительностью и обеспечивает хорошее качество пайки, но требует применения сложного оборудования.
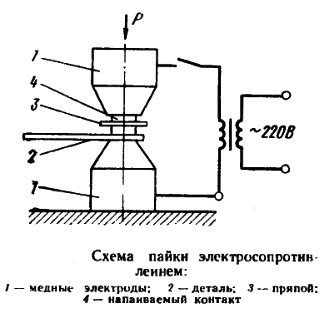
При пайке электросопротивлением (рис. 3.32, а) нагрев осуществляется за счет тепла, выделяющегося при прохождении электрического тока непосредственно через восстанавливаемые пайкой детали и припой. Паять можно на машинах для контактной сварки. Осуществляется пайка без флюса, так как флюсы являются изоляторами. Очень быстрый нагрев обеспечивает высокое качество пайки.
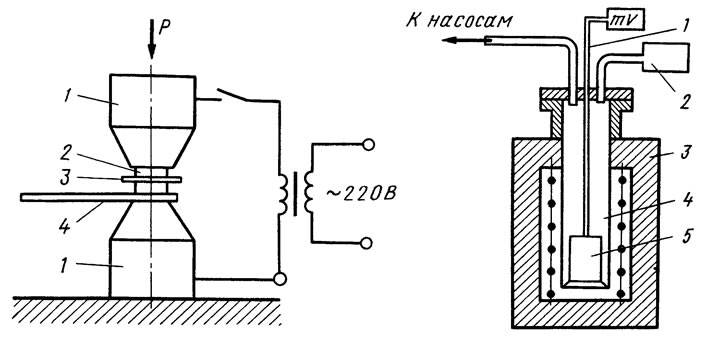
Рис. 3.32. Схемы пайки: а — электросопротивлением; 1 — медные электроды; 2 — напаиваемый контакт; 3 — припой; 4 — деталь; б — в вакууме; 1 — термопара; 2 — вакуумметр; 3 — печь; 4 — контейнер для установки деталей; 5 — нагреваемая деталь
Пайка в печах (рис. 3.32, б) осуществляется в вакууме, в нейтральной и активной газовых средах. Очищенные, обезжиренные и собранные под пайку детали с уложенным припоем помещают в рабочее пространство печи или контейнера, куда подают газ или где создают разрежение. Затем детали нагревают до температуры пайки, которая регулируется термопарой. Пайка в печах обеспечивает высокое качество паяных соединений.
Пайка в вакууме проводится в вакуумных печах при разрежении 10-5 Па. Применять припои, в состав которых входит цинк, не рекомендуется, так как при нагреве в вакууме он сильно испаряется.
Пайку в нейтральной газовой среде чаще всего проводят в аргоне, который подается в герметичный контейнер, нагреваемый в воздушной печи. Аргон обеспечивает защиту металла от окисления. Пайка в среде аргона более выгодная, чем в вакууме, из-за простоты оборудования и сохранности в припое легкоиспаряющихся компонентов.
В качестве активной газовой среды применяют водород и диссоциированный аммиак (азотно-водородную смесь). Для пайки в среде водорода чаще всего используют специальные водородные печи, в которые поступает водород. Для пайки в среде диссоциированного аммиака применяют герметичные контейнеры, нагреваемые в воздушных печах. Газ подается в контейнер. Детали, соединяемые пайкой в печах с герметичными камерами, охлаждают вместе с печью до комнатной температуры.
Пайка погружением в расплавленную соль осуществляется в ванне, в которую погружаются спаиваемые детали с припоем. Расплавленная соль является одновременно теплоносителем и флюсующей средой. В состав расплава входят хлористый натрий, хлористый барий или смеси этих солей. Качество пайки высокое, спаиваемые поверхности защищены от окисления.
Всем привет!) В этом посте хочу поговорить о применении пайки в ремонте электропроводки автомобиля. Я не однократно наблюдал споры на эту тему в комментариях, где кто-то двумя руками за, кто-то категорически против пайки.
Я к примеру, часто использую пайку для соединения проводов в автомобиле, по тому что у этого способа есть ряд достоинств. Паяное соединение компактное, неразрывное, имеет сопротивление ниже чем у самого провода, который соединяется. Кроме того, такое соединение более стойкое к коррозии, а точнее дольше сохраняет низкое сопротивление под действием коррозии. К минусам можно отнести несгибаемость соединения, наличие более сложного инструмента и энерго-зависимость (розетка или газ для паяльника), более дорогие расходные материалы.
Для того чтобы все описанные достоинства заработали, паяное соединение нужно делать качественно. Об этом и пойдет речь)
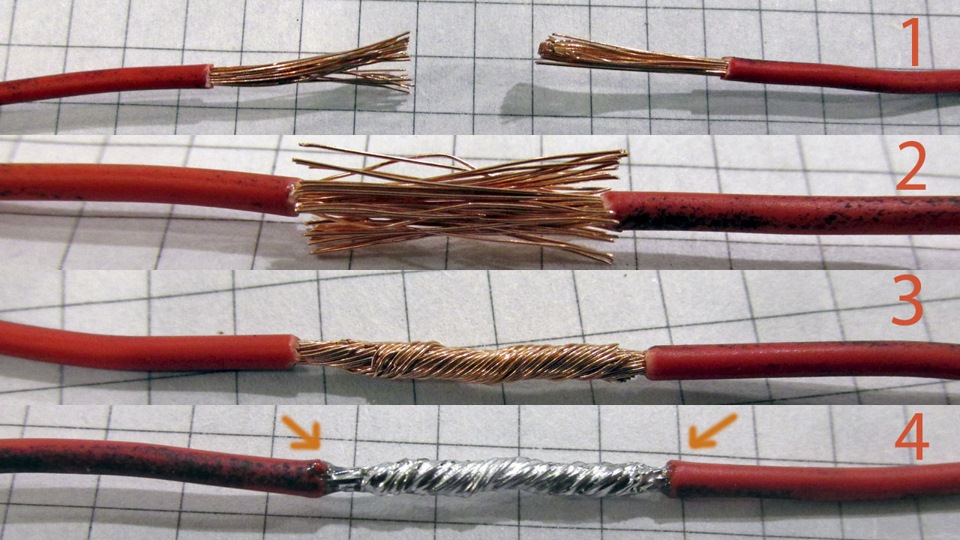
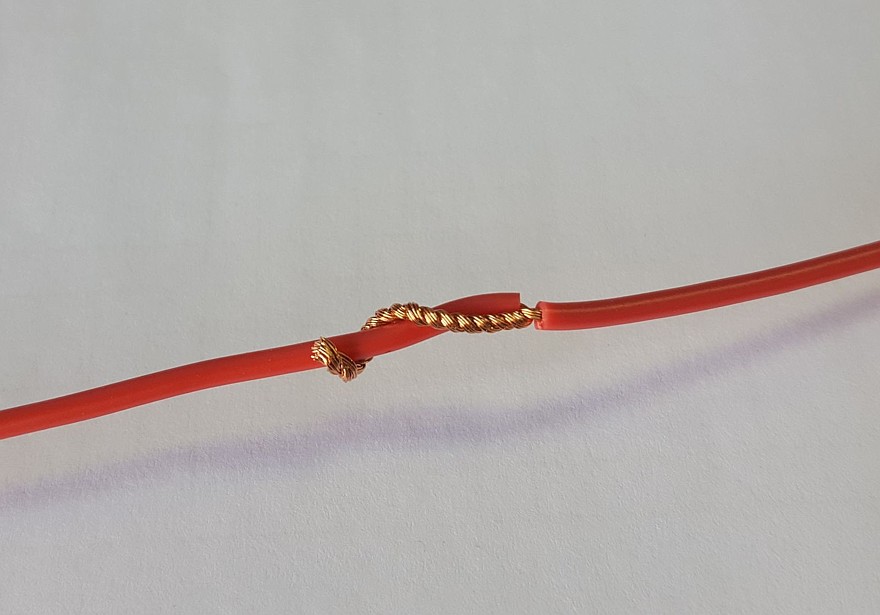
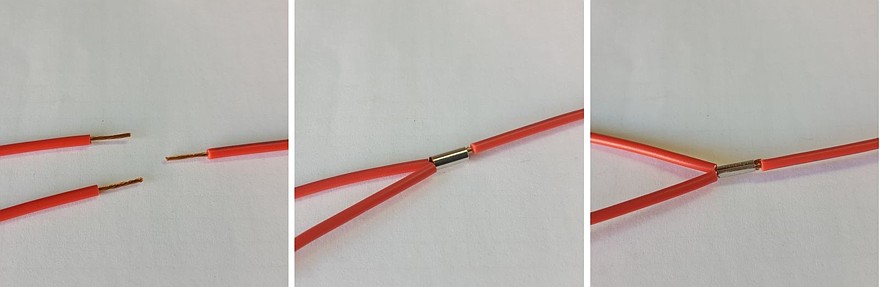
Итак, начнем! Для начала снимаем изоляцию с обоих проводов, примерно 20-25 мм. Это нужно для того, чтобы было достаточно длины для удобного скручивания. Такой тип скрутки как на фото, пожалуй, самый компактный и имеет диаметр примерно равный диаметру провода с изоляцией, что очень удобно при последующем изолировании. На этом этапе важно тщательно скрутить жилки, чтобы ни одна из них не торчала.
Дальше спаиваем. Тут тоже есть свои особенности. Во-первых, не стоит использовать активные флюсы, и уж тем более паяльную кислоту для пайки многожильных проводов. А все потому, что остатки такого рода флюсов после пайки нужно обязательно смывать, иначе они будут продолжать работать дальше, то есть разъедать поверхность. Многожильные же провода обладают капиллярным эффектом, то есть способны всасывать жидкость под изоляцию, причем чем лучше жидкость способна смачивать поверхность, тем сильнее этот эффект проявляется. В результате, при использовании к примеру, паяльной кислоты, она после нагрева смачивает провод под изоляцией на глубину до 10мм. Это хорошо заметно, если спаять таким способом акустические провода, с прозрачной изоляцией — через некоторое время возле места пайки под «шкурой» появляется зеленый участок медного провода, который в перспективе разрушиться полностью.
Ввиду всего вышесказанного, для пайки проводов я использую припой (Sn67 Pb33) c без отмывочным флюсом 1-2%, такой, какой используют для пайки радиокомпонентов (в приведенном ниже видеоролике можно его увидеть). Вся прелесть работы с ним заключается в том, что флюс в нем работает так же, как и канифоль – он абсолютно неактивен в застывшем состоянии, но при нагреве способен растворять оксидную пленку с меди, а так же улучшать смачивающие характеристики припоя. Именно поэтому, мой выбор пал на припои такого типа, хотя они немного дороже.
При пайке соединения, следует уделить больше внимания краям изоляции — есть смысл «загнать» немного припоя под «шкуру», тогда последняя немного оплавляется и при этом перекрывает доступ влаги вглубь провода.
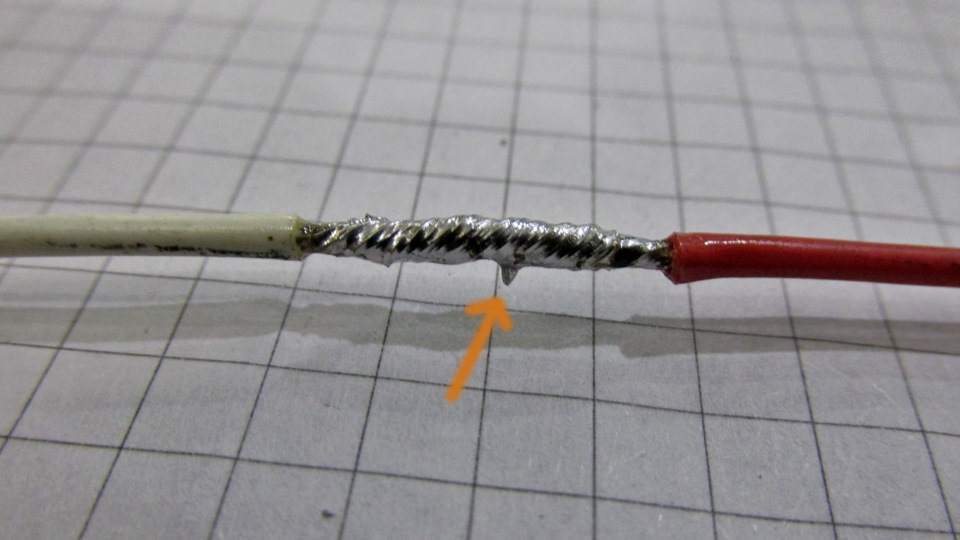
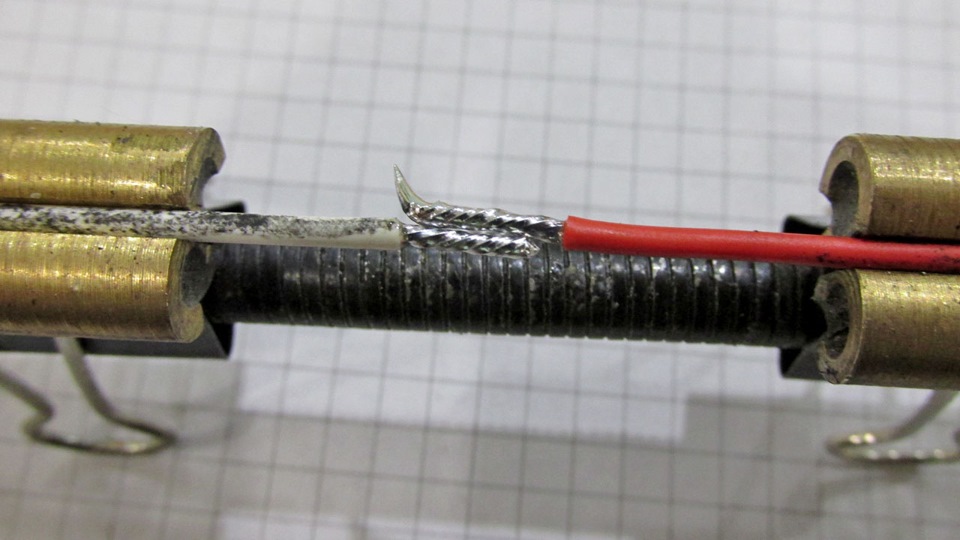
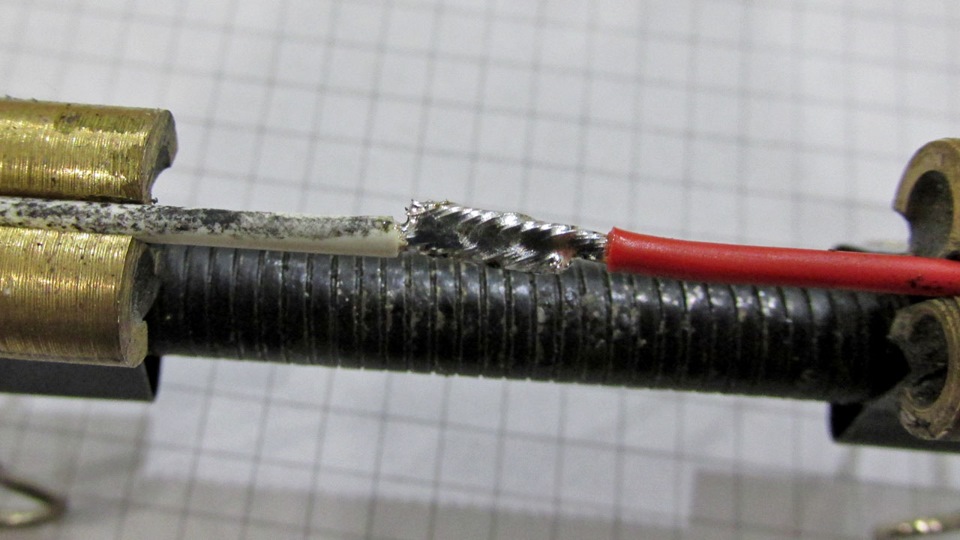
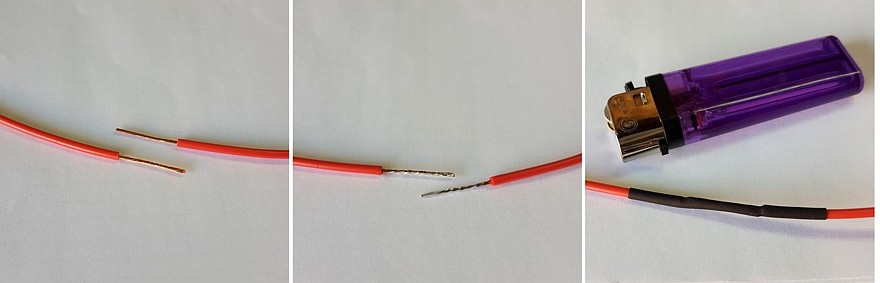
Есть еще один момент, на который нужно обращать внимание. Когда соединение не удается спаять быстро, расплавленный припой начинает перегреваться, покрываться оксидной пленкой, а флюс в нем выгорает. Все это приводит к почти полному пропаданию у припоя способности смачивать поверхность. В этом случае, когда жало паяльника отводиться от места пайки, на новоиспеченном соединении образуется «шип», немного похожий на шипи розы. Еще такое может получится если паяльник недостаточно нагрет, или недостаточной мощности, ввиду чего не может прогреть все место пайки. Тогда при отводе жала будут получаться такие же «шипы».

Если оставить их как есть, и заизолировать к примеру термоусадкой, то этот «шип» может проколоть ее.
Или даже рядом проложенный в жгуте провод.
Поэтому нужно следить за тем, чтобы место пайки было гладким, чтобы из него не торчали «шипы», или плохо скрученные жилки провода. Тогда после изолирования соединения очень незначительно увеличивается в диаметре, что важно при ремонте жгутов.
При изолировании термоусадочными трубками, следует уделять большое внимание двум вещам — диаметр трубки после термоусаживания должен быть меньше диаметра провода, который изолируется. В таком случае трубка плотно обожмет соединения и будет защищать его от внешних воздействий. Если это условие не выполнить, то это равносильно соединению вообще без изоляции.
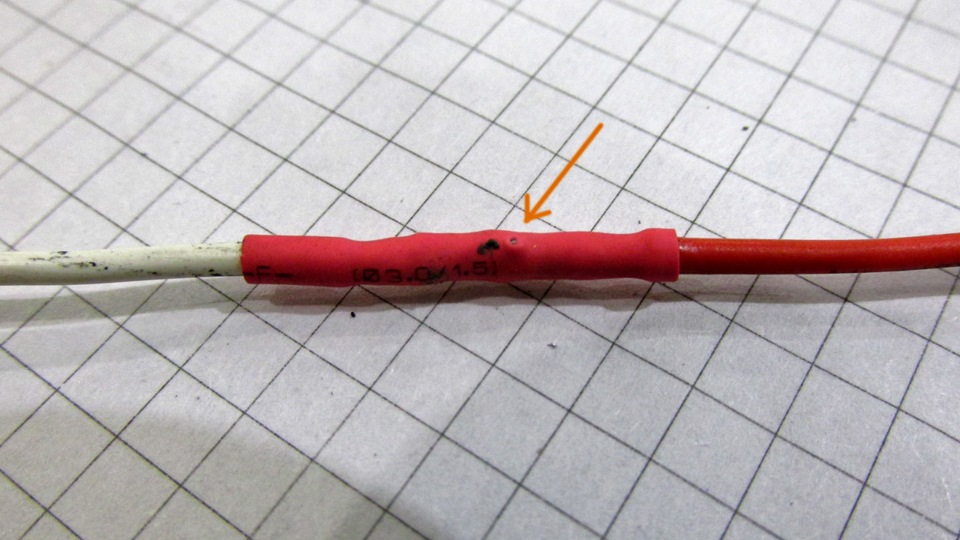
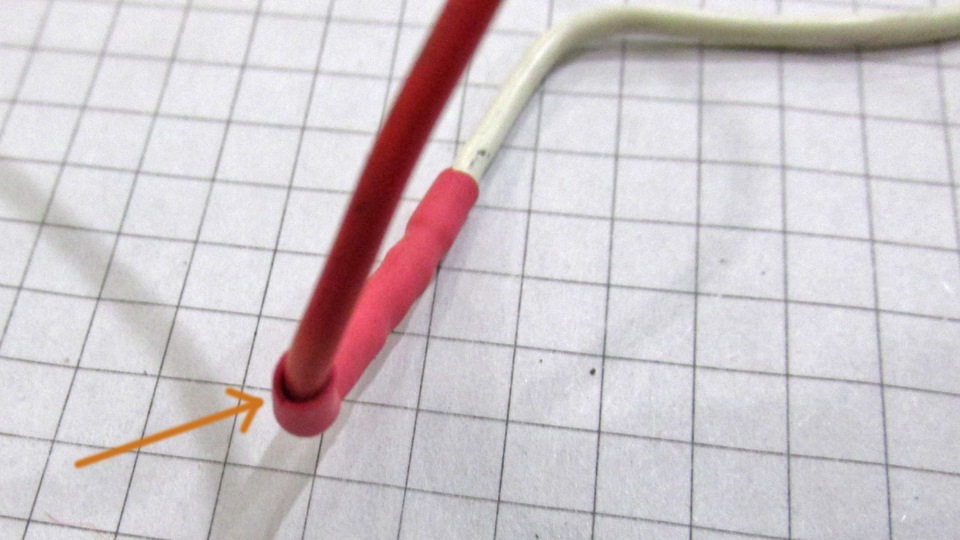
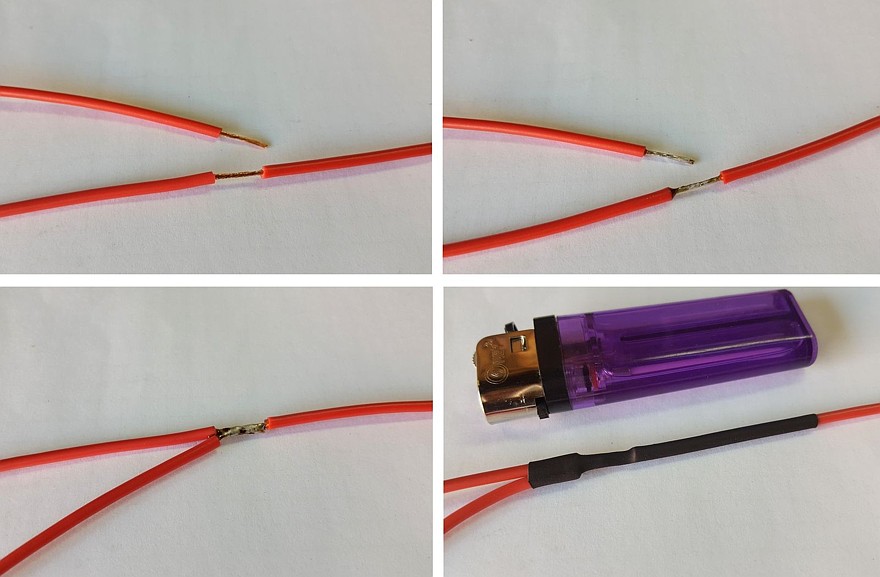
Второй важный момент — это длина трубки. Если делать впритык, как на фото выше, тогда при изгибах провода на краях изоляции может образоваться щель, как на фото ниже. Кроме того, термоусадочная трубка со временем теряет эластичность, и при малой ее длине провод может вытащится из неё, особенно если соединение на скрутке.
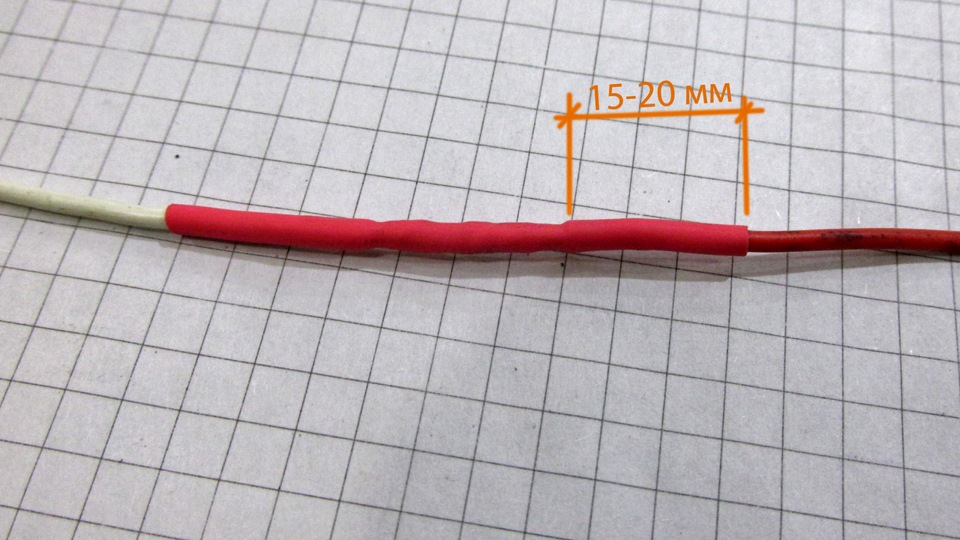
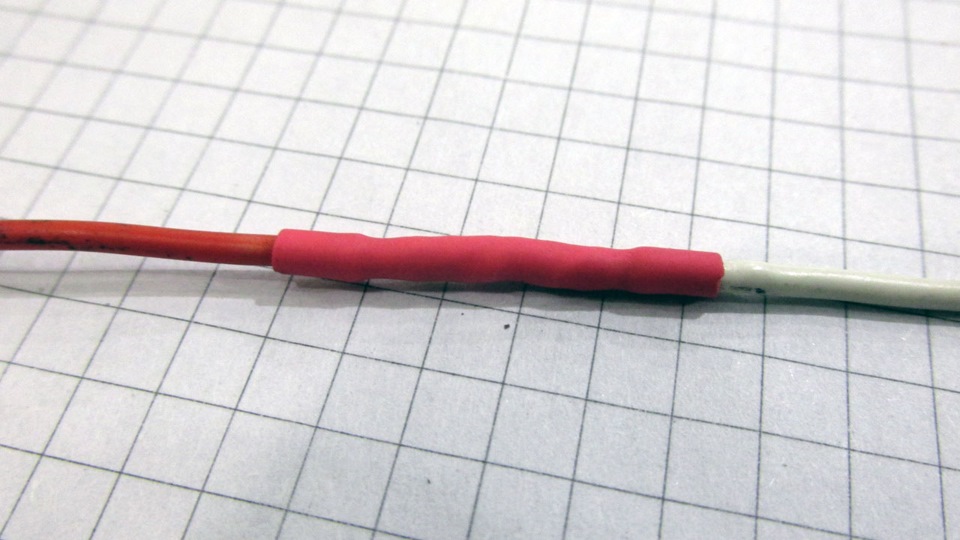
Ввиду выше перечисленного я использую трубку длинной примерно в 5-6 см. Тогда перекрытие с каждой стороны получается примерно 15-20 мм.

Классическую изоленту так же можно использовать. Тут так же нужно делать перекрытие, как и в случае с термоусадкой, а так же тщательно наматывать ленту с большим натягом, чтобы не допустить складок и мест, где лента не пристала.
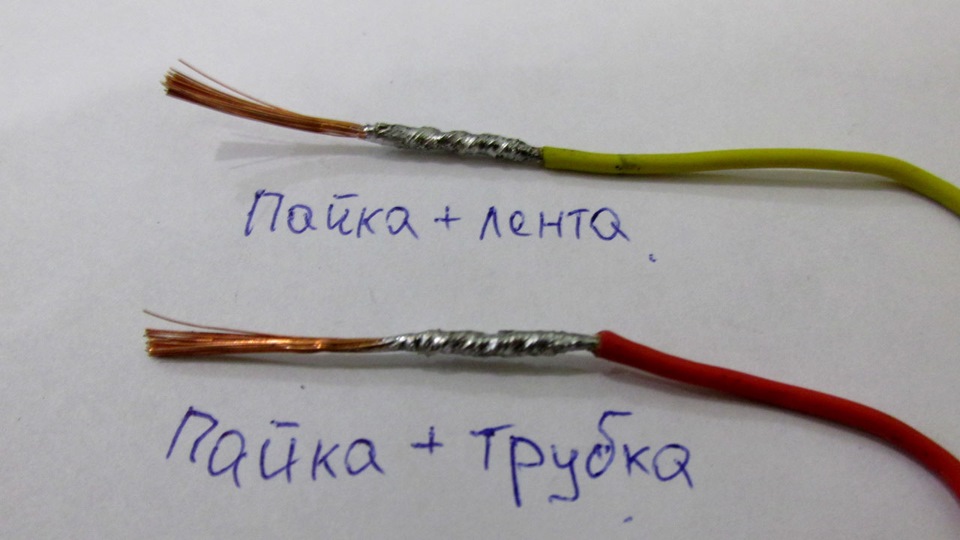
Иногда я использую другой вариант соединения проводов — без их скручивания. Сначала нужно залудить оба провода, предварительно скрутив жилки в каждом из них, выставить их рядом и затем спаять.
В результате получаем соединение, которое немного уступает в компактности первому способу, но за то имеет другое преимущество — его можно неоднократно соединять/разъединять всего лишь разогрев паяльником. Это иногда бывает очень удобно, например, при установке дополнительного оборудования в автомобиле, которое возможно когда-то придется снимать. Или, когда просто собираешь схему на столе, чтобы проверить что-то, и нужны надежные соединения, которые нужно будет разъединять.
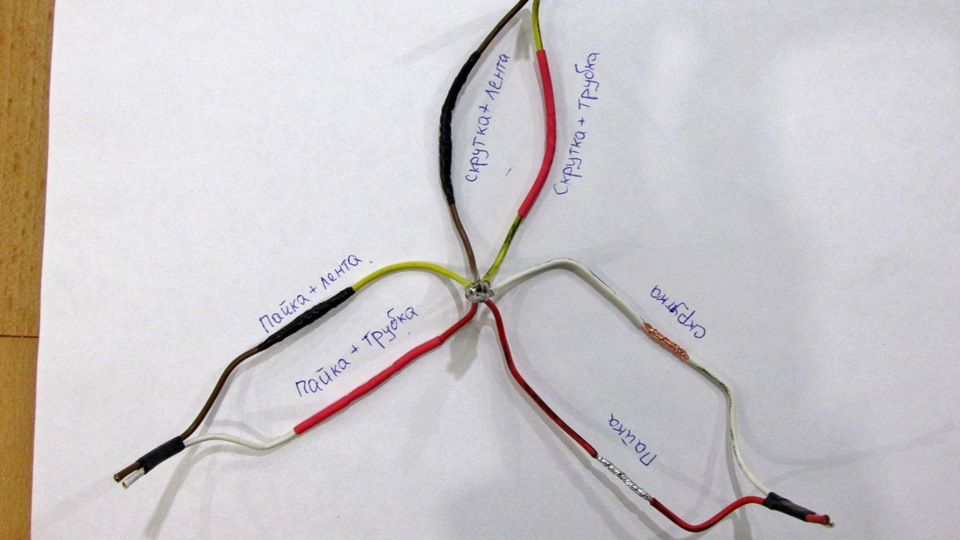
Теперь попробую провести эксперимент. Суть его заключается в том, чтобы сравнить разные типы соединений и разные типы изоляций. Для этого спаиваем испытуемые провода вместе, подписываем каждый из них.
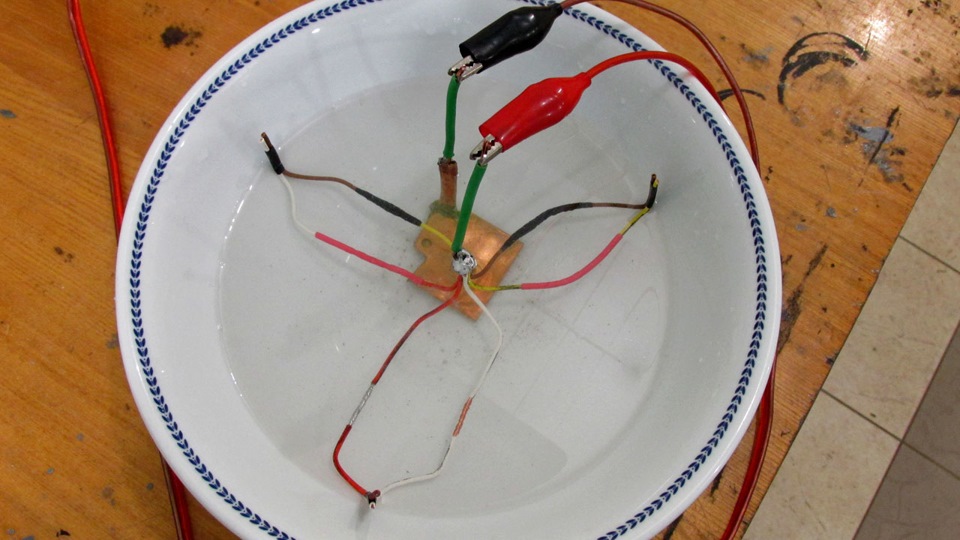
Затем погружаем их в электролит (вода и растворенная в ней ложка кухонной соли) так, чтобы места соединения были в электролите, а места подключения питания нет. За тем подключаем к испытуемым проводам минусовой крокодил, то есть это у нас будет катод. А анодом будет выступать медная пластина (на фото выше крокодилы стоят наоборот — потом исправил). Когда пропустим ток через электролит, то катод начнет разрушаться. Это то нам и нужно, чтобы посмотреть на разрушение соединения в «ускоренном» режиме.

Спустя 15 минут вынул провода из электролита. Разъединил провода и снял изоляцию. На фото выше, паяное соединение, побывавшее в электролите без изоляции. Можно видеть, что припой не слабо окислился, но оплавленный край изоляции на дал электролиту пробраться вглубь провода. Видна резкая граница между окисленными и нетронутыми местами.

А это соединение на скрутке, тоже без изоляции. Медь также значительно окислилась. Граница перехода окисленного в нетронутое уже более размыта. Это по тому, что в этом случае у жидкости есть доступ под изоляцию провода. Если бы тест длился дольше чем 15 минут — почернение меди наблюдалось бы еще глубже.
На этом фото паяные соединения были изолированы термоусадкой и изолентой

Здесь та же изоляция, только соединения на скрутках.
Как можно видеть, и термоусадка, и изолента нормально справляются со своими задачами при условии нормального использования последних.
А вообще я пришел к выводу что для более показательного теста изоляций нужно больше времени «квасить» провода в агрессивной среде. Возможно когда-то и озадачусь подобным)
Еще решил измерить сопротивления разных соединений.
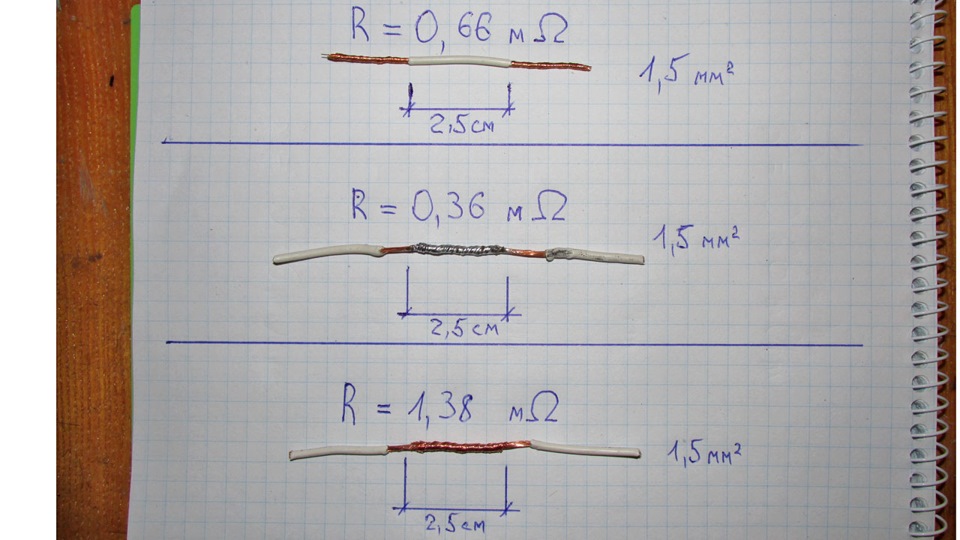
Верхний на фото провод целый, без соединения. Измерил сопротивление двух с половиной сантиметров его длины, оно составило 0,66 миллиОм. Это сопротивление будет базовым для сравнения сопротивлений разных типов соединений.
Ниже у нас пайка. Ее сопротивление на той же длине (2,5 см) составило всего 0,36 миллиОм. Это ниже, чем сопротивление целого, не тронутого провода. Еще следует отметить, что испытуемые провода были нарезаны из одного и того же провода, для того чтобы обеспечить равность условий по сечению.
Самое нижнее соединение на скрутке той же длины в 2,5 см. Его сопротивление оказалось 1,38 миллиОм. Это почти в два раза больше чем сопротивление целого провода. А это значит, что соединение такого типа будет являться слабым/узким местом в цепи. Правда это будет проявляться только тогда, когда в цепи будет течь ток максимально допустимый для сечения данного провода.
О том, как измерить такое низкое сопротивление я рассказал в видеоролике. Так же в нем есть обзор инструмента, который используется в ремонте электропроводки автомобиля, и процесс пайки силовых клемм на провода большого сечения.
В заключение хочу сказать, что все выше сказанное является моими личными наработками и наблюдениями, и не является абсолютной истиной и правилами по проведению работ. Я просто хотел поделится опытом, показать результаты сравнений, возможно для кого-то показать что-то новое.
Прислушиваться или нет решайте сами, комментируйте, критикуйте, желательно конструктивно и по теме)
Надеюсь кому-то будет полезно, или хотя бы просто интересно.
Собрать клики проще всего, привлекая внимание к какой-то весьма простой, заурядной и обыденной вещи, обыгрывая ее в «желтом» стиле. Псевдосенсации и «разоблачения» хитрецы рождают из самых обычных вещей, и автомобильная тема не стала исключением. Масса автомобильных блогеров «открывают глаза» читателям на мнимую опасность совершенно обыденной бытовухи, заманивая пошловатыми заголовками. В последнее время мне на глаза часто стала попадаться тема опасности соединения автомобильной проводки с помощью пайки. Многие ведущие прикладных блогов и каналов о ремонте и обслуживании автомобилей отметились по теме в духе «если вы так сделаете, автомобиль загорится, взорвется, и все погибнут!», зачастую не обладая навыками в электротехнике и электромонтаже и действуя по принципу «слышал звон…». Мы же попробуем разобраться без дешевых сенсаций и вдумчиво.
Начнем с начала. В практике ремонта немолодой машины, владелец которой обслуживает и чинит ее своими руками, нередко возникает необходимость работы с электропроводкой. Масса автомобилей, в силу возраста не являющихся дорогущими «компьютерами на колесах», вполне позволяют вольное вмешательство в электропроводку при наличии базовых навыков электромонтажа. Отремонтировать неисправные штатные электроцепи путем замены отгнивших от старости или оборванных проводов и восстановления контакта, подключить какое-то дополнительное оборудование, для чего требуется поставить промежуточное реле, врезать предохранитель, вывести разъем и тому подобное. Основные и наиболее распространенные в практике мероприятия, при которых требуется соединение проводов, выглядят так:
Все эти подключения в гаражных условиях выполняют зачастую методом скрутки проводов. Порой весьма вульгарной и грубой. И, несмотря на то что соединение на скрутке, проделанное аккуратно и тщательно, в целом работоспособно и имеет право на существование, минусов у него все же хватает. Контакт в скрутке способен ухудшаться со временем от окисления из-за нанесенного на медные жилки естественного жира с пальцев (если руки чистые), разных масел-солидолов (если руки перепачканы от ремонта), от легко попадающей извне влаги. Скруткой достаточно непросто обеспечить качественный контакт в проводах большого сечения, с протекающими токами от 10 ампер и выше – приходится зачищать скручиваемые проводники от изоляции на весьма существенной длине, что далеко не всегда возможно. Есть и другие подобные нюансы, и если вы копаетесь в машине с любовью и для себя, а не устраняете наспех неисправности перед продажей, то скруток желательно по возможности избегать.
В условиях же автозавода или мастерской хорошего уровня подключения и соединения в электропроводке выполняют, разумеется, не на скрутках, а посредством обжимки через втулки/ гильзы/ скобки или с помощью ультразвуковой сварки. Ультразвуковое устройство для сварки проводов – профессиональный прибор, и в арсенале гаражного мастера он не встречается. А вот обжим гильзами или скобами – процедура нехитрая, инструмент (обжимные клещи, кримпер) и расходники – недорогие, и соединить провода таким методом можно не хуже, чем на заводе.

Впрочем, многие обладают навыками пайки и ловко владеют паяльником, припоем и канифолью. Пропаять соединение вместо обжима гильзой – почему нет, если паяльник под рукой, а вот кримпера как раз нет? Однако ж нередко звучит мнение, что пайка в электропроводке автомобиля неприемлема. В чем причина? Объясняем!
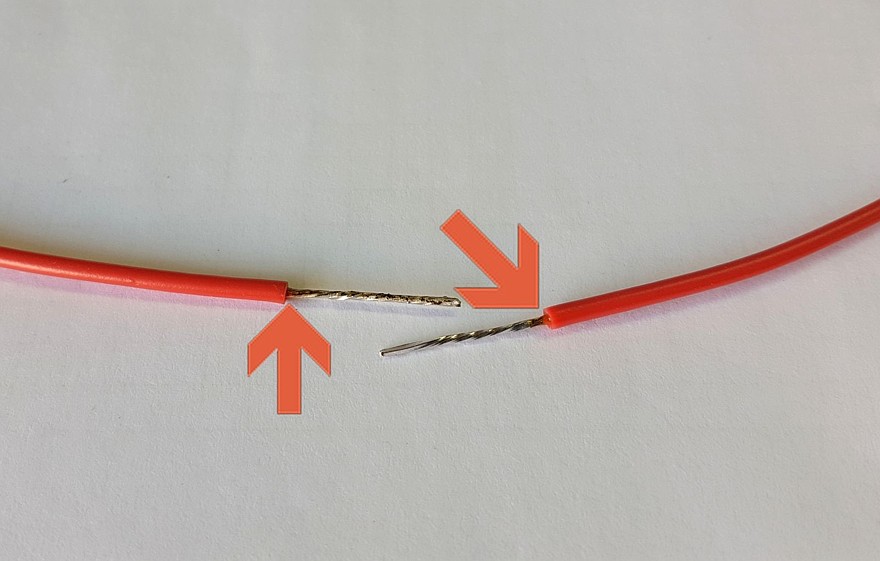
При подготовке к пайке медные провода залуживаются – покрываются слоем припоя с использованием флюса (в качестве которого даже в XXI веке по-прежнему лучше всего работает старая-добрая канифоль), придающего припою текучесть и изолирующего от окисления точки пайки кислородом воздуха. Однако залуженный медный провод на стыке пропитанной припоем оголенной части и непропитанной, скрытой под изоляцией, теряет эластичность и приобретает определенную ломкость. Если говорить сухим языком науки – в процессе нагревания проволоки, изготовленной методом холодной деформации (а это метод, которым производится практически вся проволока, применяемая для электропроводки), происходят рекристаллизационные процессы, которые приводят к изменению физико-механических свойств меди, уменьшая стойкость к изгибу.
Залуженные, а затем спаянные проводники в точках, обозначенных стрелками, становятся более ломкими, нежели исходный провод. Для того чтобы сломать руками зачищенный от изоляции многожильный медный провод, его нужно сгибать до сотни раз подряд, а паяный достаточно согнуть в вышеозначенных точках для слома раз двадцать, и он отвалится…
Согласитесь, звучит убедительно не в пользу применения пайки для соединения проводов в машине? Однако далеко не все так страшно, и те, кто обладает пониманием процессов и навыками пайки, используют ее в автомобильной проводке запросто, без проблем и практически без каких-либо ограничений!
Да, автомобиль в движении испытывает бесконечные вибрации, часто весьма интенсивные. И если спаянный провод свободно подвесить под капотом на длине с полметра, как веревочный мост над рекой, через некоторое время вихляния и болтания он действительно может дать излом на границе пайки и изоляции. Но даже в таких малореальных условиях произойдет это нескоро, и не факт, что вообще произойдет.
На деле же в автомобиле нет висящих проводников в электрооборудовании. Провода объединены в жгуты, перевязаны, уложены вдоль кузовных элементов и закреплены. Провисающие и не имеющие опоры участки типа выходов к датчикам или лампам фар обычно очень короткие. Если же проводится ремонт, и провода удлиняются, стыкуются или пробрасываются новые, заменяющие и дублирующие штатные (в которых контакт потерян и искать его сложнее, чем прокинуть «дублера»), то все эти новые провода также либо приматываются изолентой или пластиковыми стяжками к родным жгутам, либо размещаются в защитных электромонтажных гофротрубках, прихватываемых хомутами. Поэтому существенные колебания проводов, способные разрушить вибрацией паяное соединение, практически исключены! И соединять провода пайкой можно!
Основных условий для надежного паяного соединения два. Первое – это щедрое использование термоусадки, обеспечивающей помимо электрической изоляции соединения не менее важную механическую защиту от крутого изгиба и риска того самого излома на границе залуженной и незалуженной части. Трубочка термоусадки должна закрывать не только место спая, но и иметь припуск на пару сантиметров в обе стороны от него. А для жестких проводников большого сечения спайку целесообразно затянуть двойным, а то и тройным слоем термоусадки один поверх другого.
Отметим еще вот что: использование дорогой и далеко не всегда доступной спецтермоусадки с клеевым слоем внутри для защиты пайки от влаги, которую часто рекомендуют все те же автоблогеры, совершенно не обязательно даже для подкапотных соединений. Да, для скрутки такая защита весьма полезна, ибо проникающая влага окисляет проводники в точках прижима друг к другу. Пайка же влаги не боится в принципе, а участки провода за пределами пайки, уходящие в изоляцию, пропитаны канифолью при залуживании и не пускают влагу под изоляцию, внутрь провода. Поэтому для защиты пайки достаточно самой обычной дешевой термоусадки – лишь бы оптимально подходила по диаметру.
Аналогичным образом с помощью пайки выполняются и разветвления проводов, стыки проводов, подпайка разъемов и т. п.:
И второе, еще более важное условие – тщательная фиксация проводников, в которых используется пайка, хомутами или изолентой к штатным жгутам или иным неподвижным элементам под капотом, торпедо и т. п. Красный провод на фото как раз имеет в середине затянутую в термоусадку пайку, место которой прихвачено стяжками к толстому и жесткому жгуту выше и ниже соединения и полностью защищено тем самым от колебаний, способных привести к излому:

Неужели страшилки о недопустимости пайки электропроводки вообще ни на чем не основаны? Весьма вероятно, что слухи о чрезвычайной ломкости паяных проводов возникли благодаря использованию в качестве флюса так называемой «паяльной кислоты», представляющий собой обычно хлорид цинка (цинк, растворенный в соляной кислоте).
Кислоту применяют для пайки разного грубого чермета, для электрических соединений ее применять не принято. Однако ее нередко используют китайские малые производители всякой бытовой электронной дряни с преобладанием в производственном процессе ручного монтажа. «Паялы» залуживают кончики проводов перед пайкой для максимальной скорости процесса не паяльником и канифолью, а поочередным окунанием в чашечку с раствором хлористого цинка и чашечку с расплавленным припоем.
Поначалу никаких проблем это может не вызывать, однако со временем провод на стыке залуженной и голой медной части начинает разрушаться кислотным остатком, жилы зеленеют, истончаются и ломаются даже от легкого изгиба. Но, откровенно говоря, в пайке автомобильных проводов такая ситуация способна иметь место лишь при катастрофической безграмотности паяльщика, и огульно распространять «кислотную проблему» на пайку в общем и целом – то же самое, что ругать бензиновую машину за то, что она не едет на залитом в бак дизеле…
 |
 |
 |
Вторник, 19.12.2023, 01:38 Приветствую Вас Гость | RSS |
| Главная | Регистрация | Вход | |||
| ТО и ремонт автомобилей Узнай всё про автомобиль |
|||
Восстановление деталей пайкой
Пайкой (паянием) называют процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, при помощи расплавленного вспомогательного (промежуточного) металла или сплава, имеющего температуру плавления ниже, чем соединяемые металлы.
При ремонте автомобилей пайку применяют для устранения трещин и пробоин в радиаторах, топливных и масляных баках и трубопроводах, приборах электрооборудования, кабин, оперения и т. д.
Пайка как способ восстановления деталей имеет следующие преимущества:
простота технологического процесса и применяемого оборудования;
высокая производительность процесса;
сохранение точной формы, размеров и химического состава деталей (а при пайке легкоплавкими припоями — сохранение структ¬ры и механических свойств металла);
простота и легкость последующей обработки, особенно после пайки тугоплавкими припоями;
небольшой нагрев деталей (особенно при низкотемпературной пайке);
возможность соединения деталей, изготовленных из разнородных металлов;
достаточно высокая прочность соединения деталей;
низкая себестоимость восстановления детали.
Основной недостаток пайки — некоторое снижение прочности соединения деталей по сравнению со сваркой.
Припой в процессе паяния в результате смачивания образует с поверхностью спаиваемой детали зону промежуточного сплава, причем качество паяния в таком случае при наличии чистых металлических поверхностей будет зависеть от скорости растворения данного металла в припое: чем скорость растворения больше, тем качество пайки лучше.
Иначе говоря, качество паяния зависит от скорости диффузии.
Увеличению степени диффузии способствуют:
наличие чистых металлических поверхностей спаиваемых деталей. При окисленной поверхности степень диффузии припоя значительно уменьшается или полностью отсутствует;
предотвращение окисления расплавленного припоя в процессе пайки, для чего применяются соответствующие паяльные флюсы;
паяние при температуре, близкой к температуре плавления спаиваемой детали;
медленное охлаждение после паяния.
В зависимости от назначения спаиваемых деталей швы пайки подразделяются:
на прочные швы (должны выдерживать механические нагрузки);
плотные швы (не должны пропускать жидкостей или газов, находящихся под слабым давлением);
прочные и плотные швы (должны выдерживать давление жидкостей и газов, находящихся под большим давлением).
В паяемых конструкциях применяют стали всех типов, чугуны, никелевые сплавы (жаропрочные, жаростойкие, кислотостойкие), медь и ее сплавы, а также легкие сплавы на основе титана, алюминия, магния и бериллия.
Ограниченное применение имеют сплавы на основе тугоплавких металлов: хрома, ниобия, молибдена, тантала и вольфрама.
Родственным пайке процессом является лужение, при котором поверхность металлической детали покрывают тонким слоем расплавленного припоя, образующего в контакте с основным металлом припой-сплав переменного состава с теми же зонами, что и зоны при пайке.
Лужение можно применять как предварительный процесс с целью создания более надежного контакта между основным металлом и припоем или как покрытие для защиты металлов от коррозии.
Технологический процесс паяния состоит из следующих операций:
механической (шабером, напильником, шлифовальной шкуркой) или химической очистки. Промежуток между двумя поверхностями должен быть везде одинаков и не превышать 0,1…0,3 мм. Такой небольшой промежуток необходим для образования капиллярных сил, которые способствуют засасыванию припоя на значительную глубину от кромки. Если спаиваемые поверхности имеют следы жира или масла, то их обрабатывают горячим раствором щелочи. Обычно берут 10 %-ный раствор соды. Если механически очистить детали по какой-либо причине нельзя, то применяют травление деталей в кислотах. Обычно берут 10%-ный раствор сер¬ной кислоты для меди и ее сплавов, а для деталей из черных металлов — 10 %-ный раствор соляной кислоты, причем раствор должен быть подогрет до 50 — 70 °С;
покрытия флюсом;
нагревания (паяльником, паяльной лампой и другим способом);
предварительного облуживания припоем (паяльником, или на-тиранием, или погружением в припой). Предварительное лужение имеет весьма важное значение, так как в этом случае достигаются повышенные прочность и плотность спая. В случае невозможности предварительного лужения паяние ведут и по чистой поверхности, но результаты будут более низкими. Для предварительного лужения применяется тот же припой, какой применяется и для последующего паяния;
скрепления мест для спаивания, покрытия их флюсом и нагревания. Детали скрепляют, чтобы места соединений не расходились при небольших механических воздействиях, например при наложении паяльника;
введение припоя, его расплавление и удаление излишков припоя, а также остатков флюса.
Метод паяния в значительной мере зависит от типа применяемого припоя.
Наиболее характерные случаи паяния:
паяльником с применением мягких припоев;
ручной паяльной лампой с применением обычно твердых припоев;
электрическое паяние (место спая служит сопротивлением, через сопротивление пропускается ток низкого напряжения).
При паянии паяльником обычно применяют припои, температура плавления которых не выше точки плавления свинца (327 °С).
Такое паяние производят тогда, когда детали не подвергаются большим нагрузкам или требуют в дальнейшем распаивания.
Если детали подвергаются в процессе работы нагреванию до высоких температур, паяние паяльником с применением мягких припоев исключается.
Подготовку паяльника для работы производят одновременно с подготовкой деталей.
Паяльник слегка проковывают (частично для удаления нагара и окислов), зажимают в тиски и опиливают так, чтобы рабочая часть его была полукруглой.
Если опиливать паяльник без предварительной проковки, то он скоро изнашивается.
Конец паяльника делают полукруглым потому, что в этом случае он не так быстро охлаждается, как острый, лучше прогревает места спайки и равномернее разъедается жидким припоем.
После механической подготовки паяльник облуживают, для чего нагревают его не выше 400 °С; конец паяльника опускают в водный раствор хлористого цинка, после чего горячим паяльником трут о кусок припоя до тех пор, пока вся рабочая часть не покроется слоем полуды.
При работе паяльник должен иметь температуру, удовлетворяющую следующему требованию: если паяльник приложить рабочим местом к прутку припоя, часть припоя, прилегающая к паяльнику, должна расплавиться через 0,5… 1 с.
Во время работы температура паяльника должна быть такова, чтобы капли припоя, приставшие к паяльнику, были в жидком состоянии.
Более удобный способ облуживания паяльника заключается в следующем: в куске нашатыря (хлористого аммония) делают небольшие углубления и туда кладут кусочки припоя.
Проводя горячим паяльником вперед и назад по твердому нашатырю, одновременно касаются и припоя.
Таким образом паяльник облуживается быстрее.
Если нагретым паяльником коснуться шва и одновременно к шву подложить кусок припоя в виде прутка, ленты или проволоки, то припой расплавится и проникнет в шов.
Излишек припоя разглаживают по шву паяльником.
Припой также наносят на шов паяльником, так как к паяльнику всегда прилипают капли припоя, и если концом паяльника проводить по шву, жидкий припой всасывается в шов.
Чтобы новые капли припоя перешли на паяльник, его снова отнимают от шва и прикладывают к куску припоя.
Технологический процесс лужения состоит из следующих операций:
очистки поверхности от посторонних веществ металлической щеткой, песком, известью или шлифовальной шкуркой;
обезжиривания бензином или горячим водным раствором соды или едкого натра;
промывки в воде;
химической чистки от окислов травления в кислотах;
покрытия флюсами (хлористым цинком) кистью или погружением в водный раствор флюса;
подогревания до температуры плавления полуды и лужения.
Лудят небольшие предметы паяльником.
Лужение больших предметов производят методом натирания.
Для этого изделие смачивают раствором хлористого цинка и нагревают до температуры плавления олова, после чего посыпают порошкообразной смесью олова с хлористым аммонием (нашатырем).
Олово при этом плавится и, растертое паклей, образует на поверхности ровный слой.
После лужения остатки флюса отмывают горячей водой.
Чугун
Чтобы запаять трещину или иной дефект в чугунной детали мягким припоем, производят тщательную механическую очистку места паяния и хорошо смачивают его соляной кислотой.
Затем это место обрабатывают водным раствором хлористого цинка, посыпают порошком нашатыря (хлористого аммония) и подогревают паяльником или паяльной лампой.
Нагревать место пайки надо до тех пор, пока не станет плавиться поднесенный к нему припой.
Тогда натирают припоем место спайки и сейчас же протирают его порошком нашатыря, нанесенного на густую металлическую щетку или паклю.
Эта операция — предварительное лужение перед паянием.
Пока деталь еще горячая, запаивают трещины или иные дефекты паяльником, перемещая его от одного конца трещины к другому.
Если припой не проходит в трещину, необходимо с обоих краев ее снять небольшую фаску, вылудить это место и снова произвести паяние.
Излишек припоя снимается шабером или напильником.
Алюминий
Для паяния алюминия на паяльник надевают рифленый наконечник (рабочая часть его пропилена трехгранным напильником).
Насадку изготовляют из стали и закаливают, с тем чтобы зубцы не срабатывались.
Насадку вытачивают на токарном станке, и ее конец спиливают.
Трубку насадки пропиливают ножовкой на четыре части, это создает пружинистость насадки, и она плотно вставляется в рабочую часть обычного паяльника.
Диаметр отверстия в насадке высверливают в соответствии с диаметром рабочего конца паяльника.
Места спая тщательно очищают до блеска, на зубчики насадки берут расплавленную канифоль и наносят на спаиваемое место.
Когда в процессе облуживания канифоль начнет покрывать алюминий, паяльник короткими движениями передвигают взад и вперед, и зубцы будут скоблить металл.
Таким методом очищают всю поверхность места спая, после чего облуживают очищенные места.
Затем приступают к паянию.
Для этого берут на паяльник каплю олова, предварительно посыпанную канифолью, и подносят к облуженному месту.
Если оно шероховатое, то паяльником снимают эту шероховатость, которая представляет собой пористое олово, смешанное с частичками окиси алюминия, образующейся из за недостатка флюса.
Предварительно на место спая насыпают канифоль, берут на паяльник каплю олова и наносят на спаиваемый шов.
Как только олово смочит место спая, паяльник снимают с металла.
Затем паяние производят вторично, для этого место спая снова посыпают канифолью.
При паянии алюминия, особенно в процессе его лужения, паяльник следует хорошо разогреть и длительное время держать на одном месте и после прогрева металла медленно водить по спаиваемому шву.
Для паяния алюминиевых сплавов рекомендуются припои ПОС- 50 и ПОС-90.
Флюсом служит минеральное масло (особенно рекомендуется оружейное).
Предварительно на спаиваемые швы наносят флюс и затем зачищают места пайки.
Паяние ведут мощным, хорошо прогретым паяльником.
Перед началом паяния металл следует хорошо прогреть.
Для паяния алюминиевых сплавов выпускается и специальный припой П-250А, он состоит из 80 % олова и 20 % цинка.
Флюсом служит смесь йодида лития (2…3 г) и олеиновой кислоты (20 г).
Перед работой паяльник необходимо облудить указанным припоем, пользуясь канифолью.
Спаиваемые поверхности очищают от остатков флюса марлевым тампоном, смоченным в ацетоне.
Металл или сплав, при помощи которого ведется пайка, называется припоем.
По температуре плавления припоев процессы пайки подразделяются на два основных вида:
пайка легкоплавкими (мягкими) припоями
пайка тугоплавкими (твердыми) припоями
К легкоплавким относятся припои, температура плавления которых ниже 450 °С, а к тугоплавким — припои, температура плавления которых выше 450 °С.
К припоям предъявляются следующие основные технологические требования:
высокая жидкотекучесть и хорошая смачиваемость соединяемых поверхностей;
устойчивость к коррозии;
достаточная прочность и пластичность;
температура плавления ниже, чем у соединяемых металлов
Легкоплавкие припои представляют собой сплавы цветных металлов.
Наибольшее применение получили оловянно-свинцовые припои ПОС-18, ПОС-ЗО, ПОС-40, ПОС-50 и ПОС-61.
Цифры показывают процентное содержание олова в припое.
Эти припои имеют хорошую смачиваемость поверхности большинства металлов и высокую пластичность.
Их низкая температура плавления (менее 450 °С) позволяет проводить пайку простейшими средствами (паяльниками).
С увеличением содержания олова в припое повышается механическая прочность и коррозийная стойкость соединения, но также увеличивается и стоимость припоя.
Свинец повышает пластичность припоя.
Эти припои применяют для восстановления деталей, работающих при высоких температурах и небольших нагрузках, т. е. для радиаторов, коллекторов генераторов, топливных баков, электропроводов и др.
Легкоплавкие припои оловянно-цинковые типа П-200, П-250А дспользуют для пайки алюминия, его сплавов и меди.
Тугоплавкие припои представляют собой чистые цветные металлы и их сплавы.
Для пайки черных металлов применяют медные припои марок М1 и М2.
Они весьма жидкотекучи, хорошо смачивают поверхности и дают прочные и пластичные соединения.
Недостаток — высокая температура плавления (1083 °С).
Медно-цинковые припои марок ПМЦ-36, ПМЦ-48, ПМЦ-54, Л-62 и Л-68 (цифры указывают процентное содержание меди в припое) применяют для пайки меди, бронзы, латуни и черных металлов.
С увеличением содержания цинка в этих припоях уменьшается прочность и возникает хрупкость, но цинк снижает температуру плавления припоя.
Поэтому пайку латуни проводят припоем ПМЦ-36, а сталь и чугун лучше паять припоем Л-62.
Лучшие тугоплавкие припои — серебряно-медно-цинковые марок ПСр10, ПСр12М, ПСр25, ПСр45, ПСр65 и ПСр70 (цифры указывают процентное содержание серебра в припое) — позволяют получать высокопрочные и пластичные соединения, но очень дорогие.
Эти сплавы применяют для пайки ответственных деталей из стали, меди и ее сплавов.
Флюсы при пайке используют жидкие и твердые.
В случае применения легкоплавких припоев берут жидкие флюсы, представляющие собой водные растворы хлористого аммиака (нашатырь) и хлористого цинка (цинк, протравленный соляной кислотой).
Концентрация раствора в пределах 25…50%.
Для пайки меди (проводов) в качестве флюса часто используют чистую канифоль или соединения на ее основе.
Пайку тугоплавкими припоям ведут с твердыми флюсами, представляющими собой порошки буры и ее смеси с борной кислотой и борным ангидридом.
Наибольшее применение имеет чистая бура, прокаленная перед употреблением при температуре 400… 460 °С.
Для пайки алюминия и его сплавов удобны флюсы Ф320А, Ф380А и другие, содержащие хлористый литий, фтористый натрий и хлористый цинк, активно разрушающие окисную пленку алюминия.


Возросшие требования к повышению стойкости к коррозии привели к тому, что в современном автомобилестроении применяется всё больше оцинкованных деталей.
При замене приварных деталей обычными способами с применением высокотемпературной сварки повреждается защитный слой цинка. Температура плавления цинка 420 °С, температура испарения 906°С, соответственно, в образующейся сварочной дуге, которая возникает между проволокой и основным металлом, происходит испарение цинка.
Это приводит к образованию дефектов сварочного шва и трещинам, к уничтожению цинкового покрытия в местах сварки. При обычной сварке сварочный шов получается выпуклый, что также уменьшает его прочность.
ПРИМЕР ШВА (наша работа):
 MIG — пайка в среде инертного газа отличается от сварки, в первую очередь, меньшим температурным воздействием на основной металл.
MIG — пайка в среде инертного газа отличается от сварки, в первую очередь, меньшим температурным воздействием на основной металл.
Это достигается путем применения медной присадочной проволоки с добавлением кремния, который обеспечивает текучесть присадочного материала. Шов получается вогнутый, а невысокую температуру плавления в соединении медь-кремний обеспечивает медь.
При MIG — пайке расплавляется только присадочный материал, основной металл не затрагивается. Процесс пайки проходит в защитной среде инертного газа-аргона.

Кроме уменьшения температурного воздействия на детали MIG — пайка на освоенном нами самом современном аппарате немецкого производителя EWM с цифровым управлением обеспечивает высокотехнологичный процесс управляемого перехода присадочного материала в шов с помощью импульсной сварочной дуги. Капля присадочной проволоки отрывается от электрода по импульсу, поэтому процесс пайки практически лишен брызг. Медный шов легче поддается обработке, чем шов после простой обмеднённой проволоки, и, соответственно, при шлифовке не затрагивается основная деталь, не уменьшается её толщина.
Следует отметить, что прочность соединения методом MIG — пайки выше, нежели при традиционной сварке деталей. Для пайки подходят все виды сварочных швов , любые сложные швы выполняются безукоризненно.

Сейчас многие производители автомобилей рекомендуют применять метод MIG — пайки при замене приварных деталей. Используемый нами аппарат для MIG-пайки был специально разработан немецкой фирмой EWM по заказу концерна Фольксваген.
Сложный кузовной ремонт – это наша специализация, мы не стараемся охватить все сферы технического обслуживания автомобилей, но в кузовном ремонте мы профессионалы.
Основным преимуществом применения MIG — пайки при замене деталей автомобиля на автосервисе – это максимальное снижение рисков коррозии металла в месте шва при последующей эксплуатации автомобиля.